Especificação técnica
Especificação técnica dos produtos da linha Bronze:
Já foi mencionado que o Pb é insolúvel na liga sólida de bronze, sendo, portanto, uma solução de continuidade do metal. O aumento do teor de Pb reduz, evidentemente, o limite de resistência, o limite de fadiga e a energia absorvida antes da fratura (impacto).
Quanto ao teor de Pb, nosso campo de pesquisa oscilou entre 5 e 24%, englobando as especificações UNS-C83600, SAE-CA836 (ex SAE40), UNS-C94300, SAE-CA943, que marcam praticamente os dois extremos em porcentagem de Pb.
Para determinar o melhor teor de Pb, recorremos a ensaios de desgaste em aparelhos especialmente construídos. Como dissemos anteriormente, não há reprodutibilidade em termos científicos nesses testes acelerados.
Tivemos de apelar para médias estatísticas em diversas centenas de testes e chegamos à conclusão de que, entre 15 e 20% de Pb, o resultado pouco variava, mas as características mecânicas eram afetadas negativamente nos teores mais altos.
Resta, agora, outro fator de muita importância, que é a espessura com que o bronze é fabricado (fundido). O resfriamento na fundição contínua de molde submerso, método pelo qual o bronze TM é fundido, é muito intenso, variando com a espessura.
O grau de resfriamento influi muito na estrutura e , consequentemente, no comportamento do mancal e na mais adequada porcentagem de Pb. Assim, nas espessuras maiores, reduzimos no nosso TM-23 a porcentagem de Pb para 15%. Já nas espessuras peque nas, elevamos para 18%.
A aritmética das pressões e da resistência mecânica é simples: Um BRONZE DE PB, mesmo com teor de 20% de Pb, por mais malfundido que seja, sempre tem uma resistência à compressão superior a 12 kg/mm2 ou 1200 kg/cm2. Ora, as cargas específicas do eixo sobre o mancal são, em geral, da ordem de 50 a 100 kg/cm2 ou 0,5 a 1 kg/mm2. Isso indica que bronzes de Pb, apesar de sua pequena resistência, são amplamente capazes de suportar as cargas normais de projeto de 100 kg/cm2 ou mais.
Os afeitos aos problemas de mancais (tribologia é a ciência) devem ter estranhado que, até o momento, não falamos dos fatores altissonantes, como conform abilidade, embutibilidade, resistência à fadiga, resistência à corrosão etc.
A nossa análise dos fatores é a que segue:
1. Embutibilidade
Esse fator foi levantado teoricamente, referindo-se à capacidade que tem um metal mole de permitir o e mbutimento e, portanto, reduzir a nocividade de partículas estranhas contidas no óleo.
Para nós, embutir partículas no mancal faz pouco se ntido. O problema é muito mais complicado do que pode parecer à primeira vista.
A conclusão de que maior embutibilidade é MELHOR para o mancal naturalmente não está estribada em nenhuma experimentação científica.
Nada se pode concluir nem tentar experimentar sem definir a dureza e a quantidade das partículas estranhas.
Como paradoxo desse conceito está o rebolo esmeril, que é a melhor “ferramenta” abrasiva. São partículas duras embutidas numa matriz mole…
2. Conformabilidade e Resistência à Fadiga
São dois fatores que estão estritamente ligados entre si e, indiretamente, ao alongamento.
A conformabilidade é a capacidade de se deformar se m se romper, ajustando-se ao eixo.
É evidente que tal característica ajuda o desempenho do mancal. É, porém, só meia-verdade, pois só ajuda a compensar diferenças de alinhamento do mancal.
De nada serve para compensar os erros da GEOMETRIA DO EIXO, pois o ponto de maior contato desloca-se 360º a cada rotação. Não há, pois, possibilidade de ajuste, e sim um desgaste contínuo. Veja as figuras 1 e 2, adiante.
O nosso estudo para determinar o máximo de teor de Pb foi baseado na condição de manter um alongamento razoavelmente bom de 15% (corpo de prova de 50mm).
É evidente que, havendo certeza de precisão na execução do mancal, poder-se-ia usar um bronze de mais alto teor de Pb. Contudo, estamos absolutamente seguros de que a faixa de 15 a 18% de Pb cobre muito bem o maior número possível de aplicações.
3. Resistência à Corrosão
Realmente não consideramos esse fator nos nossos estudos, pois não alteraríamos a composição só para obter uma resistência à corrosão “eventualmente” maior.
São, às vezes, usados como aditivos complexos compostos orgânicos combinados com P,S e Cl, que têm ação corrosiva proposital cuja função diz-se ser a de atacar quimicamente o metal, aplanando os pontos mais altos. A ação é seletiva, pois nos pontos mais altos há maior atrito e, consequentemente, maior temperatura, acelerando o ataque químico.
É uma tecnologia bastante complexa, e, muitas vezes , a utilidade dos aditivos é similar à do placebo na medicina. O que é melancólico é que sociedades co mo a ASM (American Society for Metals), o DIN (Deutsche Institut für Normung), a SAE (Society of Automotive Engineers) e outras especifiquem pretensiosamente, com rigorosa precisão, os elementos componentes e os limites de impurezas dos bronzes fundidos para mancal, quando essa rigorosa precisão tem influência totalmente aleatória sobre o desempenho do mancal.
Os bronzes, em geral, são ligas de Cu com porcentagens menores de Sn e Zn, além do Pb, que já foi objeto de nossa análise.
Para a fixação dos valores de Sn e Zn, devem ser levadas em conta também as questões econômicas.
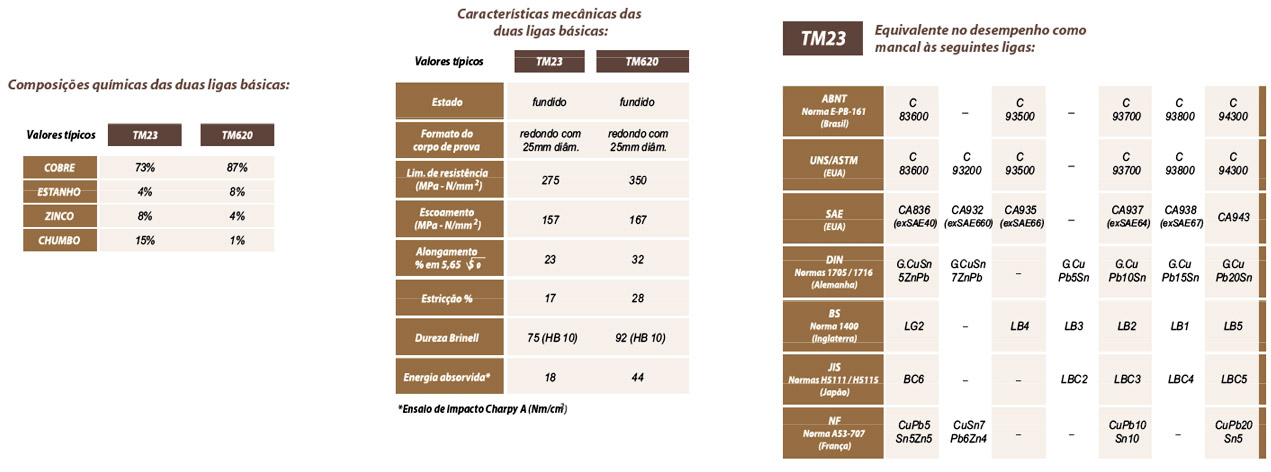
É claro e evidente que nossa decisão para o estabelecimento de limites para os componentes de Sn e Zn é pautada sempre pelo melhor resultado do bronze, mas a economia é sempre desejável, se não prejudicar a qualidade. Assim, o Sn, elemento da liga cujo custo é dez vezes superior ao do cobre, é reduzido para o valor de 4,8%. Para fins de economia, substituímos até 0,8% de Sn por Ni.
O limite superior aproximado do Zn é 9%. Assim, chegamos à composição ideal do bronze de chumbo, o TM-23, já consagrada pela experiência. Esta Companhia procurou, com afinco, achar uma liga melhor do que o TM-23, mas as características do bronze como mancal só melhoravam quando a composição e as condições de fundição se aproximavam deste. Até hoje, não encontramos nada superior.
As aplicações dos BRONZES DE ESTANHO (sem Pb) restringem-se aos casos em que o desenho permite lubrificação plena, condição sine qua non , pois o mancal feito com essas ligas engripa rapidamente na falta de lubrificante.
Os bronzes de Sn têm resistência à fadiga superior à dos bronzes de Pb e permitem, assim, trabalhar com cargas específicas mais elevadas, digamos, acima de 1,5 kg/mm2, naturalmente em eixos retificados com dureza bem superior a 40RC.
Na classe dos bronzes de Sn existe também semelhante incerteza na composição, pela falta de meios adequados de avaliar o desempenho. Assim, de acordo com as entidades, há uma dezena de composições distintas, mas semelhantes, como, por exemplo, SAE-CA903, 905, 907, 923 e DIN Bz12, Bz10 e Rg10, que são praticamente iguais no comportamento e que, seguramente, ninguém testou em termos científicos.
Esta Companhia, procurando unificar para reduzir custos, fixou-se na liga SAECA903 (UNS-C90300), que é, a nosso ver, a melhor solução para esse tipo de bronze.
A liga SAE-CA903 (UNS-C90300) tem superplasticidade , qualidade muito vantajosa que lhe dá a possibilidade de ser trabalhada a frio, aumentando a sua dureza até 200 HB e mantendo ainda um alongamento de 10%. Naturalmente, um bronze com 200 HB tem de trabalhar sobre um eixo temperado com dureza de 50RC (480 HB30) sem ovalização apreciável e com grau de acabamento de 20 microinch(rms).
O custo da matéria-prima para bronze de Sn é muitíssimo mais elevado: chega ao dobro e só se justifica quando o desenho obriga a cargas elevadas e quando a lubrificação plena é possível e segura.
Assim, com as duas ligas de bronze apresentadas a seguir, a TM pode satisfazer a todas as exigências para bronzes de mancais.
BRONZES TM
Podem ser fundidos em barras de comprimento indefinido para serem cortados em medidas adequadas (de 500 a 3000mm ou mais), de acordo com as necessidades.
A seção reta pode ser praticamente qualquer, desde que inscrita em um círculo de 320mm de diâmetro, cheia ou oca, simétrica ou assimétrica.
Para medidas acima das inscritas em um círculo de 3 20mm de diâmetro, usamos moldes metálicos permanentes.
A limitação está no peso bruto máximo da peça fundida (3000kg) e na amortização do molde permanente, quando nenhum dos moldes existentes (cerca de 800) servir para essa finalidade.
Ao utilizar o cobre como base e o estanho como elemento de liga, obtém-se uma liga metálica altamente resistente, denominada bronze, que tem grande resistência à corrosão e uma capacidade de acabamento que permite excelente polimento.
Bronze TM 23
O bronze TM 23, liga desenvolvida e patenteada pela Termomecanica que se tornou referência no mercado, apresenta boa resistência à corrosão, excelente qualidade antifricção, excelente usinabilidade, ótima conformabilidade para buchas e/ou mancais e e lementos de desgaste controlado.
Esse material é empregado na fabricação de bombas d’água, corpos de válvulas, buchas, mancais, casquilhos, coroas, anéis, materiais hidráulicos e guarnições, elementos de acoplamento, placas de desgaste, mancais com alta velocidade e pressões elevadas, mancais para trem de laminação, trem de moendas, buchas para prensas, sapatas, encostos, casquilhos de deslize, elementos e/ou peças que requerem resistência à corrosão, engrenagens fundidas para locomotivas com moderada pressão nos flanco s de dentes e situações em que a disponibilidade de lubrificação é pequena.