BRONZE TM 23
Aplicações
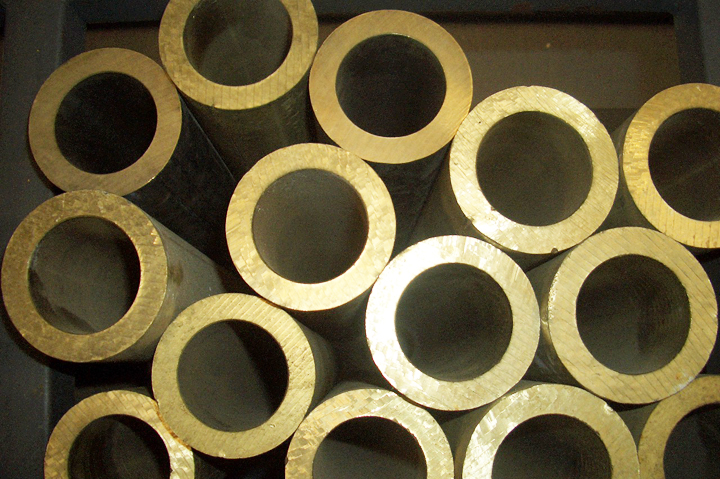
As ligas de bronze TM 23 são empregadas na fabricação de bombas d’água, corpos de válvulas, buchas, mancais, casquilhos, coroas, anéis, materiais hidráulicos e guarnições, elementos de acoplamento, placas de desgaste, mancais com alta velocidade e pressões elevadas, mancais para trem de laminação, trem de moendas, buchas para prensas, sapatas, encostos, casquilhos de deslize, elementos e/ou peças que requerem resistência à corrosão, engrenagens fundidas para locomotivas com moderada pressão nos flancos de dentes e situações em que a disponibilidade de lubrificação é pequena.
Propriedades
Referência no mercado por sua qualidade, resistência à corrosão, excelente qualidade antifricção, excelente usinabilidade, ótima conformabilidade para buchas e/ou mancais e elementos de desgaste controlado, o bronze TM 23 resulta em ótima relação custo/benefício para o cliente.
Ao utilizar o cobre como base e o estanho como elemento de liga, obtém-se uma liga metálica de bronze, com grande resistência à corrosão e uma capacidade de acabamento que permite excelente polimento.
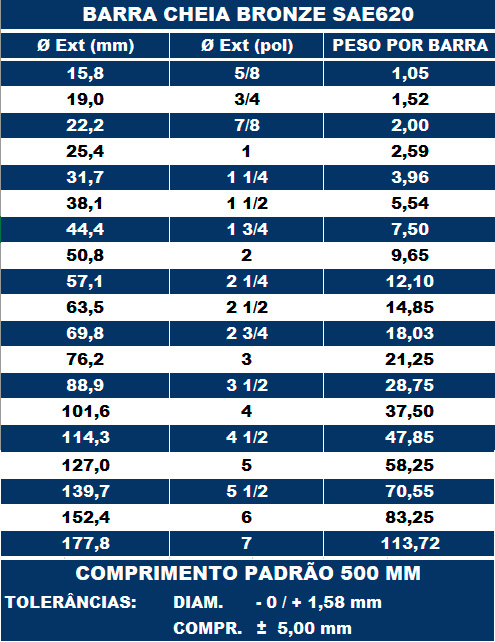
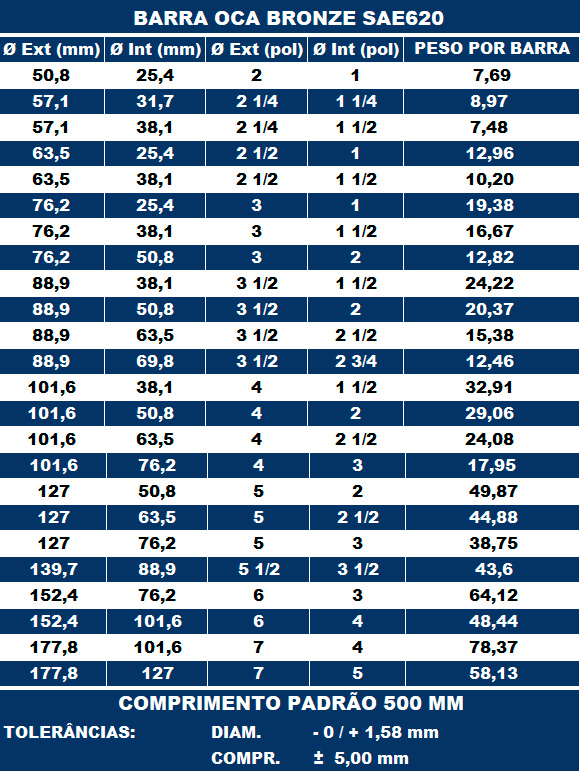
BRONZE SAE 620
Aplicações
As ligas de bronze SAE 620 são utilizadas na produção de anéis de pistões, válvulas de componentes, engrenagem e/ou buchas para cargas pesadas e baixas velocidades, além de ser aplicada também em conexões de vapor, juntas de expansão, parafusos, porcas, carcaças e rotores de bombas, anéis de vedação, componentes de condensadores, sede de haste, flanges e peças resistentes à pressão e à temperatura.
Propriedades
O bronze SAE 620 apresenta maior dureza relativa em comparação ao bronze TM 23, além de boa usinabilidade, boa resistência à corrosão ligada à ação de água salina, boas propriedades para peças estruturais, boa soldabilidade e boa resistência ao impacto e absorção de energia.
 Experiência
Experiência QualidadeAgilidadeAtendimento
QualidadeAgilidadeAtendimento Linha de Ferro FundidoBarra redonda, retangular, quadrada e oca.
Linha de Ferro FundidoBarra redonda, retangular, quadrada e oca. Linha AçoBarra redonda e tubo hidráulico.
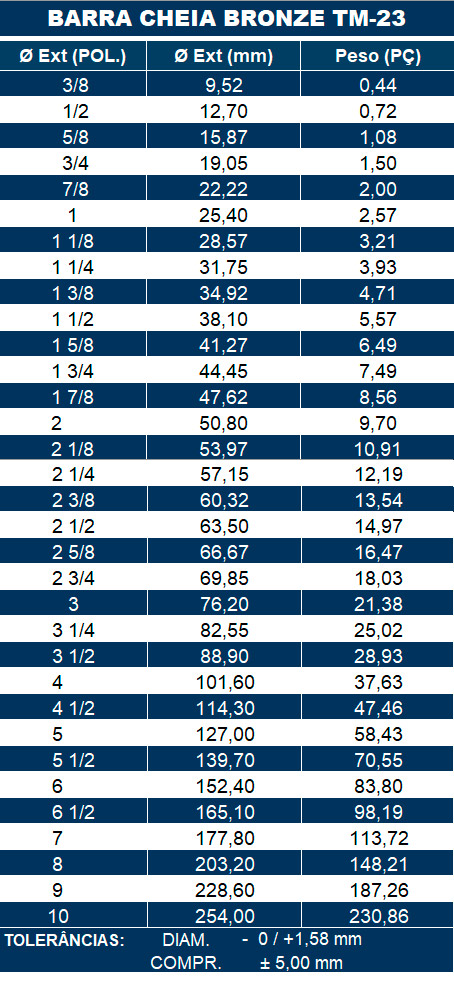
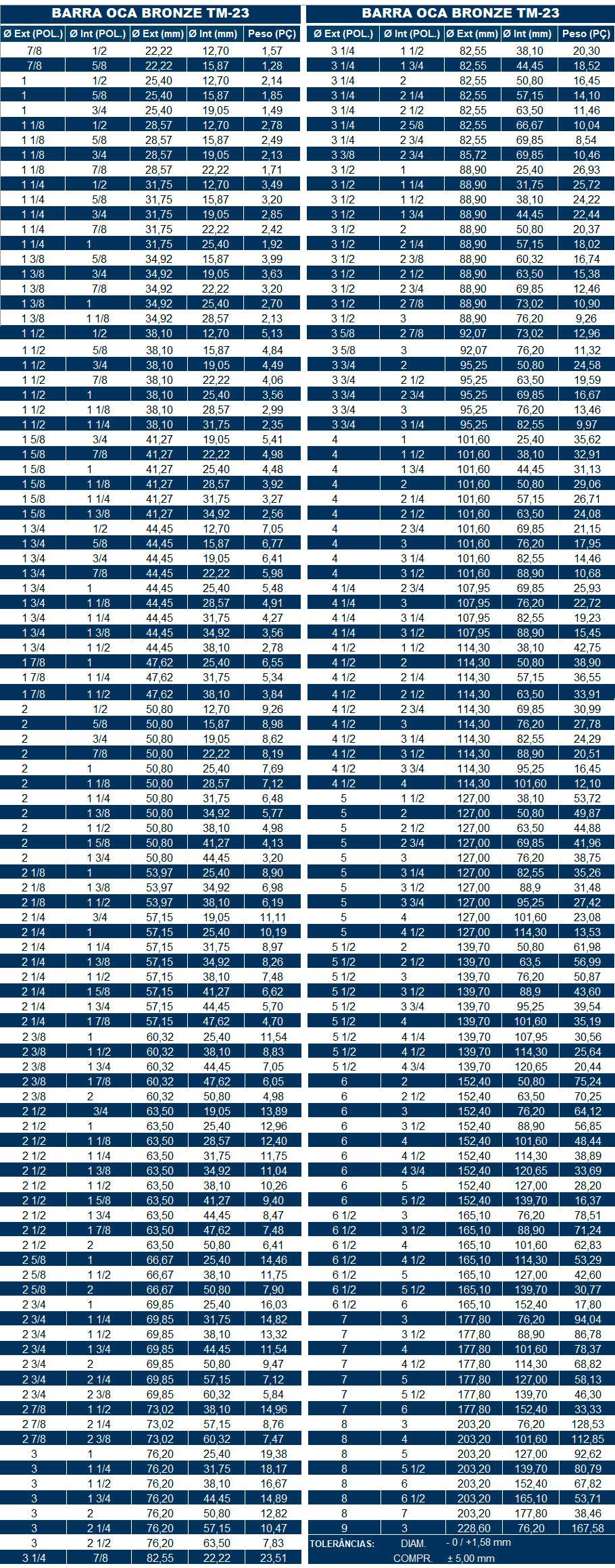
Linha AçoBarra redonda e tubo hidráulico. Linha BronzeBarra redonda e oca.
Linha BronzeBarra redonda e oca. Linha NylonBarras, chapas e buchas.
Linha NylonBarras, chapas e buchas.